SRF Ltd
Summary
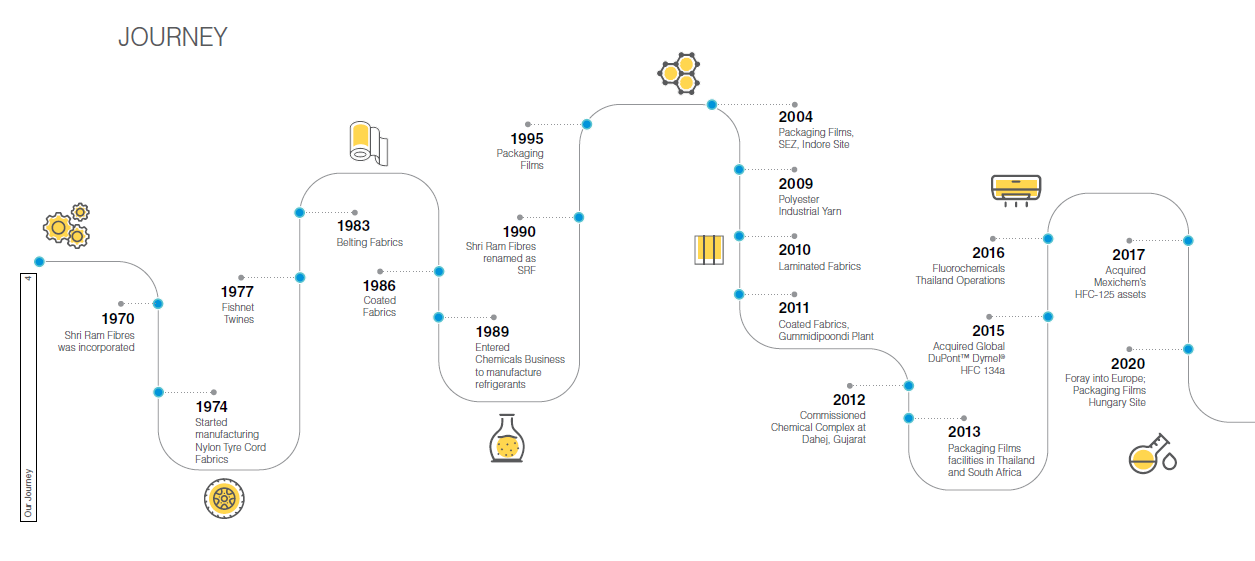
- SRF Ltd incorporation in 1970 with first plant in Manali near Chennai
- SRF Ltd has 14 plants across four countries.
- SRF's product applications and segments: from tyres to air conditioners, mines to cricket grounds, automotive to household appliances, food packaging to raw materials for pharmaceuticals.
- SRF is the only Indian manufacturer of ozone-friendly refrigerants such as F 134a, F 125 and F 32.

Company Overview
Since SRF’s (NSE: SRF) incorporation in 1970 and the subsequent establishment of its first plant in Manali, near Chennai, India in 1974, SRF has grown from being a single unit tyre cord manufacturer into a leading, professionally–managed, diversified chemicals conglomerate.1
SRF is committed to improving the quality of life through its wide range of products and services. SRF is recognized and well respected for its R&D capabilities globally, especially in the niche domain of chemicals. The company's strong workforce of close to 7,000 works dedicatedly towards maintaining its legacy across India, Thailand, South Africa and Hungary. Additionally, SRF has customer footprints in more than ninety countries. With a turnover of Rs 8,295 crore (US$ 1.1 billion) in FY 2020-21, SRF is the market leaders in most of its businesses in India and command a significant global presence in some of its businesses.
The company's wide range of products and solutions are sold worldwide. These are used in varied applications and segments: from tyres to air conditioners, mines to cricket grounds, automotive to household appliances, food packaging to raw materials for pharmaceuticals. With its diverse portfolio, the company strive to provide the highest quality of sustainable, industrial and specialty intermediates that contribute to a better way of life.
Plant Locations
Technical Textiles Business
- Bhind,Madhya Pradesh,
- Chennai,Tamil Nadu
- Gummidipoondi, Thiruvallur District,Tamil Nadu
- Viralimalai, District - Pudukottai,Tamil Nadu,
Chemicals Business
- Tijara,District - Alwar, Rajasthan
- Dahej, District - Bharuch,Gujarat
Packaging Films Business
- Kashipur, District Udham Singh Nagar,Uttarakhand,
- SEZ Indore,Pithampur,District - Dhar, Madhya Pradesh
- Bagdoon, Pithampur,Madhya Pradesh, India
- Amphur Pluakdaeng Rayong Province, Thailand
- Cato Ridge 3680,Durban, South Africa
- Jaszfenyszaru, 5126 Hungary
Other Businesses
- Gummidipoondi, Thiruvallur District,Tamil Nadu
- Kashipur, District - Udham Singh Nagar,Uttarakhand,

Business Segments
Fluorochemicals Business
Set up in the year 1989, SRF’s Fluorochemicals Business (FCB) drives its work through the sale of refrigerants, pharma propellants, and industrial chemicals.2
SRF is the only Indian manufacturer of ozone-friendly refrigerants such as F 134a, F 125 and F 32.
The company started its journey in Fluorochemicals in 1989, manufacturing refrigerants at its facility in Bhiwadi, Rajasthan, India. In the early part of its journey, SRF collaborated with some of the leading global chemical technology developers that included Allied Signal in 1989 for CFCs and HCFC, and Elf – Atochem in 1995 for Chloromethanes. Over the years, the company backward integrated into manufacture of critical intermediates required for refrigerants, such as hydrofluoric acid, chloroform and trichloroethylene.
In 2015, SRF acquired the Dymel® HFA 134a/P regulated medical pharmaceutical propellant brand from DuPont™ along with the technology to convert its technical grade of F 134a to the propellant grade. This made it one of the few manufacturers of Pharma grade HFA 134a/P in the world, which is used in Metered Dose Inhalers as a propellant.
In 2017, SRF acquired Mexichem’s HFC-125 assets and the technical know-how on an exclusive basis. The company relocated the assets to India and set up the facility for manufacturing HFC-125 at its Chemical complex in Dahej, Gujarat. With this acquisition, SRF gained the unique advantage of manufacturing all three major HFCs, namely HFC 134a, 32 and 125, which are marketed under the company’s FLORON® brand. It has also become the only Indian company to have fully integrated blending capability to offer HFC 410A and 407C to its customers, thereby positioning itself as one of the very few, best-in-class producers in the world.
Products
- Refrigerants
- Pharma Propellants
- Industrial Chemicals
Specialty Chemicals Business
With more than 30 years of experience in Halogen chemistry, its Specialty Chemicals Business commands an enviable reputation for its capabilities in the development and production of advanced intermediates for Agrochemical and Pharmaceutical applications. Building from its initial expertise in Fluorine chemistry and deep knowledge in varied platform chemistries, SRF is now in a leadership position to offer a variety of other chemicals to address emerging customer needs. To maintain this enviable position, SRF has invested substantially in people, equipment and capital; in turn, creating an environment of agile process development and rapid project implementation for Specialty Chemicals.3
The company's infrastructure of the Specialty Chemicals Business includes more than twenty manufacturing facilities at its Chemicals Business complexes in Bhiwadi, Rajasthan in Northern India and at Dahej, Gujarat in Western India. These fully integrated complexes provide a strong competitive advantage to SRF to manage product development and industrial-scale manufacturing from design-to-dispatch. The complexes have multiple state-of-the-art flexible manufacturing facilities, capable of producing a broad range of specialty chemicals.
The production facilities have well-equipped Q&A Labs that are accredited with the National Accreditation Board for Testing and Calibration of Laboratories (NABL) to ensure the highest quality parameters for its customers. The labs are equipped with advanced equipment to follow global best practices that ensure the quality quotient is unparalleled and in line with customer’s expectations.
Packaging Films Business
The company's packaging films prevent dry snacks from getting soggy and contaminated. The company's product forms one of the packaging layers that not only provides protection from air, moisture and light but also helps preserve the aroma. With operations in four countries, the company provide flexible packaging solutions to a wide gamut of applications ranging from food to non-food both in the category of fast-moving consumer goods and industrial products.4
‘Easy To Do Business With’ is not just a philosophy that its Packaging Films Business stands committed to. It is also the consistent experience that its customers have with it – a reason that gives it immense pride.
Plastic film is a thin continuous polymeric material usually wound on a core or cut into sheets. There are multiple forms of plastic film materials, manufactured out of various plastic resins, each with its own unique properties which are differently suited to different applications. These films can be clear or colored, smooth or rough, functionally embossed, opaque or semi-transparent, single or multi-layered, combined with other materials like aluminium, paper, etc. Plastic films are used in a wide array of applications to separate areas or volumes, hold items, provide a barrier, print surfaces, and many others. Some of the primary types of plastic films are Polyethylene, Polypropylene, Polyester, Nylon and Polyvinyl Chloride. SRF manufactures Polypropylene and Polyester films.
The company offer a number of standard and speciality products under two brand names – PETLAR for the entire range of Bi-axially Oriented Polyethylene Terephthalate (BOPET) films and OPLAR for Bi-axially Oriented Polypropylene (BOPP) films. The company's brands are a testimony to its competence and commitment to consistently meet the demands and requirements of the global converting industry. The company's product basket provides multiple solutions in printing, performance, aesthetics and industrial applications. The company's products conform to global standards of mechanical, optical, thermal, surface & barrier properties. The company produce these products at its state-of-the-art manufacturing facilities which have economically sound processes that minimize negative environmental impact while conserving energy and natural resources.
SRF is one of the largest manufacturers of a spectrum of standard and specialty Bi-axially Oriented Polyethylene Terephthalate (BOPET) and Bi-axially Oriented Polypropylene (BOPP) films in the world. These products are manufactured through economically-sound processes that minimize negative environmental impact while conserving energy and natural resources. From the installation of ultra-modern machinery to the enablement of a number of smart initiatives like fully automated roll conveying, RFID embedded finished-good stocks and barcode enabled stores and spare management system, its facilities around the world also envelop various energy-conserving methods that reduce the overall carbon footprint of its plants.

Technical Textiles Business
SRF offers a wide range of high-performance reinforcements covering both nylon and polyester yarns and fabrics for diverse non-consumer and lifestyle applications. The company is not only the largest manufacturer of technical textiles in India but also enjoys a global leadership for most of the products under this business. SRF’s product basket for technical textiles contains tyre cord fabrics, belting fabrics, and industrial yarn. 5
SRF’s product line up for tyre cord fabrics constitutes the entire range of textile reinforcements such as Nylon Tyre Cord Fabrics (NTCF), Polyester Tyre Cord Fabrics (PTCF), Cycle Tyre Cord Fabrics and Chafer Fabrics including wicking and non-wicking chafer for heavy-duty tyres and tubeless radial tyres. These products are used as reinforcement material in various categories of tyres. The key user segments are passenger cars, light commercial vehicles, heavy commercial vehicles, tractors, and off-the-road tyres including the bicycle.
Since the launch of Polyester Industrial Yarn Plant in 2009, SRF has been recognized for its Quality and Technology by both domestic and international customers. Located near Chennai, India, the manufacturing facility boasts of state-of-the-art technology installation from Toray Industries, Japan. The manufacturing plant is capable of producing a new generation family of Polyester Industrial Yarn including High Modulus Low Shrinkage Yarn (HMLS), High-Tenacity Regular Yarn, and Low Shrinkage Yarn. All these yarns are available in adhesive activated (AA) and non-adhesive activated (NAA) form.
Products
- Tyre Cord Fabrics
- Belting Fabrics
- Polyester Industrial Yarn
Coated Fabrics Business
As a pioneer of PVC synthetic coated fabrics in India, SRF offers a diverse range of products for a wide range of applications in varied segments such as architecture, lifestyle, sports, advertising, defense, mines, food & agriculture, automobile, and transportation. The company's coated fabrics are fire and weather-resistant as well as UV stabilized and abrasion and tear-resistant. Made of high tenacity polyester yarn with a unique PVC formulation, these are waterproof and easy to fabricate, install and maintain.6
With a pan India presence, SRF has remained the domestic market leader for more than two decades.
Equipped with world-class facilities for manufacturing yarn, weaving, coating, printing and lacquering, SRF plant at Gummidipoondi in Tamil Nadu is fully integrated to manufacture coated fabrics with PVC formulation. The plant was established in 2011 and uses its own fabrics for the fabrication of articles.
Products
SRF offers a wide range of fabrics from 350 gsm to 1500 gsm, coating thickness from 0.3 mm to 1.5 mm in more than 100 shades.
- Dynamic Tarpaulin
- Static Covers
- Awnings Fabric
- Auto canopy
- Hangar covers
- Ducting Cover
- Sports goods
- Inflatables
- Pond Liners

Laminated Fabrics Business
With an enviable reputation of a reliable manufacturer, the company deliver quality solutions to the printing, advertising & signage industry. SRF offers products for static and dynamic covering solutions as well. SRF laminated fabrics which are used as flex in hoardings, billboards and signage are not only suitable for high-quality screen printing and digital printing but are also compatible with all solvent-based printers such as Vutek, Nur and Scitex. 7
Under special treatment, SRF products also exhibit anti-UV and fire-retardant properties. With a pan India network of channel partners, SRF promises to serve customers anywhere in the country. The company's laminated products are sold in the market under the following brand names:
Established in 2010, SRF plant at Kashipur, Uttarakhand has a monthly capacity to produce 75 lakh sqm of PVC laminated polyester fabrics. The facility can easily handle calendaring, cold and hot lamination and is equipped with a state-of-the-art fabrication machine with automatic heat sealing facilities to produce tarpaulins.
Products
Laminated fabrics are available in different combinations of length, width, and weight as per the requirements of its customers.
- Cold Laminated Front Lit
- Cold Laminated Back Lit
- Hot Laminated Protective Covers
Business Overview
Technical Textiles Business
FY 2020- ‘21 began on a difficult note with the entire country under strict lockdown restrictions to control the surge of COVID-19. This resulted in the shutdown of all TTB manufacturing plants. However, as the unlock process started, all plants re-started operations, with strict safety protocols while maintaining product quality. By the end of H1 – 2020 – ‘21, all TTB segments witnessed a strong revival. Increased Government spending in infra sectors, focus on personal mobility, import restrictions on Chinese tyres and container shortage resulting in higher sea freight triggered an increase in domestic demand.8
Tyre Cord Fabrics
Nylon Tyre Cord Fabric segment registered strong demand from both Original Equipment (OE) and replacement sectors during H2 – 2020 – ‘21. Restriction in tyre imports from China led to an increase in domestic tyre production across all segments resulting in an overall growth in demand for Tyre Cord Fabrics (TCF). TCF segment also executed yarn capacity expansion and debottlenecking projects in FY 2020- ‘21.
Belting Fabrics
Belting Fabrics segment is a key supplier to end-user industries, namely, steel, cement, coal, and power generation. In FY 2020- ’21, all these industries witnessed a de-growth, thereby resulting in pressure on margins. However, with an increased focus on Value-Added Products (VAPs) and an integrated value chain, the Business was able to increase the overall market share and sales volume to domestic as well as export markets.
With the ongoing expansion projects and a strong portfolio of VAPs, SRF will further consolidate its position in both the domestic as well as the global market in FY 2021- ‘22.
Polyester Industrial Yarn
Polyester Yarn segment witnessed a strong revival in H2 FY 2020 – ’21 due to increased demand from the auto segment and stronger push in infra sectors. The continued focus on increasing sales of VAPs helped keep the margins healthy, despite the Chinese continuing to dump yarn into India at very low prices.
The healthy margins trend is expected to continue in FY 2021- ‘22 as well
Chemicals Business
The Chemicals Business comprises two different product segments, namely Fluorochemicals and Specialty Chemicals.
Fluorochemicals
Refrigerants & Propellants and Industrial Chemicals FY 2020- ‘21 was a tough year for the refrigerants market globally. Auto and air-conditioner market declined initially, which resulted in a significant drop in refrigerant market demand along with selling prices. It was only in the latter part of the year that some revival in demand was witnessed, although the international prices remained subdued throughout the year. However, Industrial Chemicals market performed well due to the growth in pharma and agrochemicals segment. The Industrial Chemicals Business was able to maintain its market share and launched a new product- Methyl Chloride in its CMS portfolio.
Both Chemicals sites witnessed stable and safe operations during COVID-19 and nearly all the plants operated at full capacity during the second half of the year. The company successfully launched its first ASHRAE product F 467A in the international market. In addition, the company received the European Pharmacopoeia certificate for its Dymel® product segment, along with the addition of new customers and geographies in this space. The company continue to improve its process capability and were able to develop innovative processes in existing operations and filed new patents during the year.

Specialty Chemicals Business
The Specialty Chemicals Business maintained its growth momentum during the year. COVID-19 related interruptions affected the Business mostly in the first quarter of the FY. The Business received support from the market despite the global pandemic. The company focused on the customers’ key products and their developmental project requirements, while at the same time ensuring that the production capacities were optimally utilized during the year.
During the year, the Business launched several new agrochemical and pharma intermediates and remained steadfast on its ‘Innovation and Technology Leadership’ journey. The production capacity of several products was enhanced significantly at both the sites. Three new dedicated plants were also commissioned during FY 2020 – ‘21. The Business made continual investment towards cleaner and leaner operations, in line with further strengthening its sustainability initiatives. All these measures have further enhanced the positioning of the Business in its ability to deliver complex specialty products and related intermediates.
Chemicals Technology Group
The Chemicals Technology Group (CTG) has been continually augmenting its capabilities and helping in driving the technology curve for the Fluorochemicals and Specialty Chemicals Businesses.
CTG has been developing a variety of new technologies and platforms to bolster SRF into next level of technology play. CTG is actively supporting both the Specialty Chemicals and the Fluorochemical Businesses gain prominence in their respective Business areas.
The two dedicated R&D facilities, engineering lab and pilot plant facilities, employing many scientists and engineers work together to achieve the innovation and technology leadership at SRF. SRF continues to invest in R&D for creating propositions for the future and Capital and Revenue expenditures of more than ` 100 Cr. were spent during FY 2020- ‘21.
In FY 2020- ‘21, CTG filed thirty-six patents taking the total count to three hundred and nine patents filed so far. Twenty-three patents were granted in FY 2020- ‘21 taking the total count of patents granted to the company to ninety-three.
Packaging Films Business
FY 2020- ’21 has been a good year for the Packaging Films Business (PFB). This Business is a part of the essential goods value chain and hence was able to operate its plants during the nationwide lockdown. Increased demand for food packaging accompanied by the hard work and passion of the team contributed towards the larger goal of ‘Easy To Do Business With (ETDBW)’ and helped the Business achieve its best-ever performance.
All plants maximized their production, keeping costs under control and creating their own benchmarks. The company could achieve an output of almost 2,50,000 MT during the year while sustaining the best-in-industry cost structures. In its journey of adding more VAPs in its portfolio, the Business launched fourteen new products and the overall VAP sales grew by more than 20% over previous year. The company's team worked relentlessly to start the new BOPET film plant at Thailand, making it the first-ever remote commissioning of a film line anywhere in the world. Subsequently, the team also commissioned and operationalized the new BOPET film line in Hungary and a resin plant in Thailand amidst severe travel restrictions, limiting availability of supplier personnel and field experts on-site. While utilizing its assets to the maximum, the company continuously strive to maintain a safe and healthy environment at its plants. In FY21, the company received 5 Star rating for Occupational Health and Safety (OHS) from the British Safety Council for its facility in South Africa. The company's expansion of BOPP film line at both Thailand and India are also progressing well and timely vertical startup of both the lines will be one of its most important agenda items.
Coated and Laminated Fabrics Business
Under the Other Businesses segment, both Coated and Laminated Fabrics performed well in FY 2020- ’21. Despite adverse market situation, Coated Fabrics Business recorded its best-ever performance and Laminated Fabrics Business has also been able to achieve the targeted profitability. Both the Businesses were impacted during the first quarter due to the situation arising from the COVID-19 pandemic.
Financial Highlights
Total revenue from operations of the Company on standalone basis increased by 10.38 per cent from Rs 6330.84 Crores in 2019-20 to Rs 6988.32 Crores in 2020-21. The profit before interest, depreciation and tax (PBIDT) including ‘other income’ on a standalone basis increased from Rs 1315.80 Crores in 2019-20 to Rs 1804.78 Crores in 2020-21.
Profit before tax (PBT) from continuing operations on a standalone basis increased by 67.84 per cent from Rs 780.48 Crores in 2019-20 to Rs 1309.97 Crores in 2020-21. After accounting for the provision for tax of Rs 384.91 Crores, profit after tax (PAT) on continuing operations on a standalone basis increased by 16.56 per cent from Rs 793.59 Crores in 2019-20 to Rs 925.06 Crores in 2020-21.
Total revenue from operations of the Company on consolidated basis increased by 16.51 per cent from Rs 7209.41 Crores in 2019-20 to Rs 8400.04 Crores in 2020-21. The profit before interest, depreciation and tax (PBIDT) including ‘other income’ on a consolidated basis increased from Rs 1503.09 Crores in 2019-20 to Rs 2199.68 Crores in 2020-21.
Profit before tax (PBT) from continuing operations on a consolidated basis increased by 76.30 per cent from Rs 914.70 Crores in 2019-20 to Rs 1612.65 Crores in 2020-21. After accounting for the provision for tax of Rs 414.40 Crores, profit after tax (PAT) on continuing operations on a consolidated basis increased by 30.89 per cent from Rs 915.90 Crores in 2019-20 to Rs 1198.25 Crores in 2020-21.
During the year the Company allotted 1764705 equity shares through Qualified Institutional Placement (QIP) at an issue price of Rs 4250 per equity share (including a premium of Rs 4240 per equity share) aggregating to Rs 750 crore on October 17, 2020. Pursuant to the said allotment the paid up equity capital of the Company increased from Rs 574805000 divided into 57480500 shares of Rs 10 each to Rs 592452050 divided into 59245205 shares of Rs 10 each. Details of utilization of QIP proceeds are given in Corporate Governance Report which forms part of the Board’s Report.
SRF Limited Q1FY22 Financial Results
Jul 28, 2021; Gurugram, July 28, 2021: SRF Limited, a chemical based multi-business entity engaged in the manufacturing of industrial and specialty intermediates today announced its consolidated financial results for the first quarter ended June 30, 2021. The company’s unaudited results were approved by the Board of Directors in a meeting held today via video conferencing.9
Consolidated Q1FY22 Financials
The consolidated revenue of the company grew 75% from ₹1,545 crore to ₹2,699 crore in Q1FY22 when compared with Corresponding Period Last Year (CPLY). The company’s Earnings before Interest and Tax (EBIT) increased 102% from ₹295 crore to ₹595 crore in Q1FY22 when compared with CPLY. The company’s Profit after Tax (PAT) increased 123% from ₹177 crore to ₹395 crore in Q1FY22 when compared with CPLY.
Commenting on the results, Managing Director, Ashish Bharat Ram said, “It has been an excellent quarter for the company despite the short-term challenges emanating from the lockdowns. The company worked on various countermeasures to ensure that the company performed well. Going forward, I remain cautiously optimistic of its performance. The re-emergence of COVID-19 in some of its key markets along with significant increase in global freight rates remain a risk for it.”
Consolidated Q1FY22 Segment Results
The Chemicals Business reported an increase of 58% in its segment revenue from ₹705 crore to ₹1,114 crore during Q1FY22 over CPLY. The operating profit of the Chemicals Business increased 151% from ₹89 crore to ₹222 crore in Q1FY22 over CPLY. During the quarter, the Specialty Chemicals Business performed well owing to higher sales from exports and domestic markets. The Fluorochemicals Business witnessed higher sales volumes in the refrigerants and the blends segments with better sales realizations, especially from the export markets. In addition, healthy contribution from the chloromethanes segment augmented the overall results. The second wave of COVID-19 induced lockdowns resulted in disruption of supply chains, leading to an overall increase in raw material prices and export freight across geographies.
The Packaging Films Business reported an increase of 54% in its segment revenue from ₹677 crore to ₹1,041 crore during Q1FY22 when compared with CPLY. The operating profit of the Packaging Films Business increased 7% from ₹221 crore to ₹237 crore in Q1FY22 over CPLY. During the quarter, while the domestic demand for BOPET films remained muted, the company witnessed healthy demand for BOPP films. New capacities that came on-stream in the past six months in Hungary and Thailand witnessed significantly better traction and enhanced sales of Value-Added Products (VAPs) also contributed to the overall performance.
The Technical Textiles Business reported an increase of 251% in its segment revenue from ₹140 crore to ₹493 crore during Q1FY22 over CPLY. The operating profit of the Technical Textiles Business increased 1,054% from ₹ (14) crore to ₹134 crore in Q1FY22 over CPLY. Re-structuring of margin profile with long-term customers has contributed to the overall performance of the Technical Textiles Business. In addition, higher sales volumes from the Nylon Tyre Cord Fabrics, Belting Fabrics and Polyester Industrial Yarn segments augured well for the business.
The Other Businesses reported an increase of 126% in its segment revenue from ₹24 crore to ₹54 crore in Q1FY22 when compared with CPLY. The operating profit of the Other Businesses increased 814% from ₹ (0.28) crore to ₹2 crore in Q1FY22 over CPLY. Both the Coated and Laminated Fabrics Business performed well in a difficult external environment.
Capex
The Board has approved a project for Integrated Expansion of Fluorocarbon based Refrigerant Capacity at Dahej at a projected cost of ₹550 crore to meet the growing demand for refrigerants in the domestic and exports market and is expected to be completed in twenty-four months.
To cater to the growing power requirements of new and upcoming plants at Dahej, the Board has approved the installation of 200 KV grid at a projected cost of ₹135 crore.
Interim Dividend
In today’s meeting of the board of directors, an interim dividend at the rate of 120 percent, amounting to ₹12 per share was approved.
References
- ^ https://www.srf.com/about-overview/
- ^ https://www.srf.com/our-businesses/fluorochemicals/
- ^ https://www.srf.com/our-businesses/specialty-chemicals/
- ^ https://www.srf.com/our-businesses/packaging-films/
- ^ https://www.srf.com/our-businesses/technical-textiles/
- ^ https://www.srf.com/our-businesses/coated-fabrics/
- ^ https://www.srf.com/our-businesses/laminated-fabrics/
- ^ https://srf.com/SRFAR/2020-21/pdf/SRF-Limited-Annual-Report-2020-21.pdf
- ^ https://www.srf.com/srf-limited-announces-q1fy22-financial-results/




